1. Drying Chamber (Kiln Body)
Description: A large box or tunnel-like structure that serves as the enclosed space for the drying process.
Composition:
Frame: Typically welded from structural steel (e.g., square tube, channel steel) for support.
Wall Panels: Made of color steel plate or stainless steel plate, filled with high-performance insulation material (e.g., rock wool, polyurethane), usually 100-200mm thick. This prevents heat loss, improves energy efficiency, and maintains a stable internal temperature.

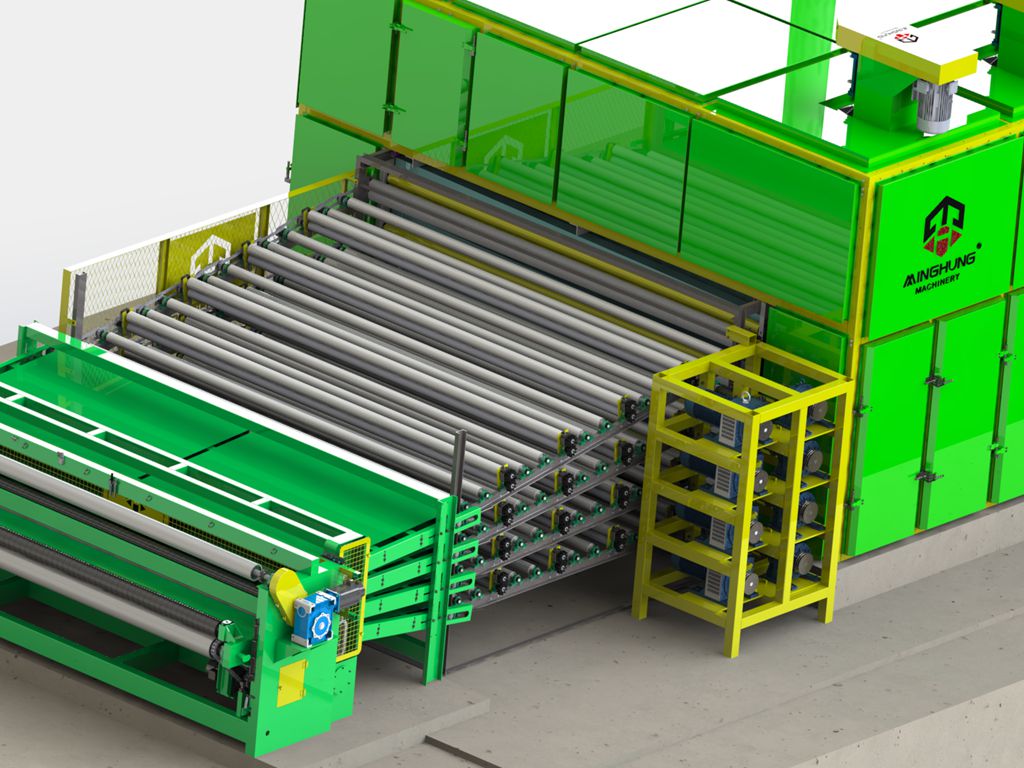
2. Mesh Belt Conveyor System (Core Component)
Description: An endless conveyor belt that carries and transports the material through the entire drying process.
Composition:
Mesh Belt: Woven from metal wire (e.g., stainless steel, galvanized iron), with mesh specifications customizable based on material size and weight. It must be heat-resistant and corrosion-resistant.
Drive Roller: Located at the discharge end, driven by a motor to power the belt.
Idler Roller: Located at the feed end for tensioning and guiding the belt.
Support Rollers: Installed inside the chamber to support the belt and material, preventing sagging.
Tensioning Device: Often a screw or weight type, used to adjust belt tension to ensure smooth operation without slipping.


3. Heating System
Description: Generates the heat required for drying.
Composition:
Heat Source: Selectable based on factory conditions, such as steam heaters, gas-fired hot air furnaces, thermal oil heat exchangers, or electric heating elements.
Hot Air Ducts: Guide the hot air to the required locations within the drying chamber.
4. Hot Air Circulation System
Description: Forces air movement to ensure hot air penetrates the material layer evenly for efficient heat transfer and moisture evaporation.
Composition:
Circulation Fans: High-power, heat-resistant centrifugal or axial fans that provide the power for air movement.
Air Distribution Plates/Baffles: Installed at the air outlet to ensure hot air flows horizontally and uniformly through the belt and material layer, avoiding dead spots.

5. Moisture Exhaust System
Description: Removes the moist air generated during drying from the chamber in a timely manner to maintain sufficient humidity driving force.
Composition:
Exhaust Vents: Usually located on the top or at the end of the chamber.
Exhaust Fans/Dampers: Moisture is removed either forcibly by fans or naturally via dampers. The exhaust rate can be automatically adjusted based on process requirements.

6. Transmission System
Description: Provides power for the mesh belt conveyor.
Composition:
Drive Motor: Typically a variable frequency motor.
Gearbox: Reduces motor speed and increases torque.
Chain/Gear Drive Mechanism: Transmits power to the drive roller.

7. Control System (The Brain)
Description: Automatically controls the entire drying process to ensure precise execution of process parameters.
Composition:
PLC (Programmable Logic Controller): The control core that processes logic commands.
Touch Screen (HMI): Human-Machine Interface for setting and displaying parameters like temperature, speed, and humidity.
Sensors: Including temperature sensors and humidity sensors for real-time monitoring of the chamber environment.
Actuators: Such as VFDs (Variable Frequency Drives) for controlling fan and belt speed, solenoid valves for controlling steam flow, and electric dampers for controlling exhaust.
8. Feeding and Discharging Device
Description: Enables automatic and continuous loading and unloading of material.
Composition:
Feed Hopper/Spreader: Ensures material is spread evenly onto the mesh belt to form a uniform layer.
Discharge Hopper/Scraper: Collects the dried material from the belt and transfers it to the next process stage.
Crack & Warp Prevention: Utilizes gentle drying schedules and conditioning treatment to reduce drying defects (cracking, warping) to less than 1%.
Exceptionally High Drying Quality: Produces smooth, flat finished veneers with consistent moisture content, laying the foundation for producing high-end plywood.
Intelligent Operation: One-touch selection of drying programs for automated operation, reducing reliance on operator experience.
Energy Efficient & Cost-Effective: Although the drying cycle might be slightly longer, the extremely high product qualification rate avoids the energy and raw material waste associated with rejects, resulting in higher comprehensive benefits.
Ideal for plywood manufacturers with extremely high requirements for product quality, especially those producing high-grade furniture panels, decorative panels, export-standard panels, and panels made from special species (e.g., crack-prone Eucalyptus).
Ⅴ.Prevent cracking and deformation
The fundamental cause of veneer cracking and warping is internal stress generated during drying. If the surface dries and shrinks too quickly while the interior remains wet and expanded, this uneven shrinkage creates tremendous stress. When this stress exceeds the bonding force of the wood cells, it leads to cracking (surface or end) and deformation (warping, twisting).
The dryer addresses this problem at its root through the following methods:
1. Precaneous Zonal Control of Temperature & Humidity (The Core)
Modern high-end dryers divide the long kiln into several independently controlled zones (e.g., pre-heating zone, drying zone, conditioning zone, cooling zone). The temperature and humidity in each zone can be set independently and precisely.
Pre-heating Zone: Uses lower temperature and higher humidity to slowly warm the veneer, allowing heat to penetrate without causing the surface to seal immediately.
Main Drying Zone: Employs intelligent temperature curves (e.g., "low-high-low" or stepwise) based on wood species and thickness. Avoids extreme high temperatures initially to allow moisture to migrate steadily from the inside out.
Conditioning Zone (Stress Relief Zone): This is the key step for preventing cracking and warping. In the later stages of drying, a small amount of steam or mist is injected into the kiln to slightly increase the air humidity. This "steam conditioning" process:
Relieves Internal Stress: Allows the dried surface fibers to absorb a little moisture and expand slightly, balancing the stress difference with the interior.
Prevents Case-Hardening: Avoids the surface fibers from becoming permanently brittle due to excessive water loss, maintaining their flexibility.
Reduces Warping: Helps achieve a more balanced moisture content across the entire veneer, thus maintaining flatness.
2. Ultra-Uniform Air Circulation System
Efficient Fans & Air Duct Design: Uses high-power fans and scientifically designed air deflectors and nozzles to ensure highly consistent air velocity, temperature, and humidity at every point in the kiln.
Eliminates Dead Spots: Uniform airflow means every veneer sheet, whether in the center or on the edge, receives identical drying conditions. This prevents local over-drying (prone to cracking) or local under-drying (prone to molding) caused by uneven airflow.
3. Application of Intelligent Drying Schedules (Recipes)
The control system is pre-loaded with drying curves optimized for different wood species (e.g., crack-prone Eucalyptus, soft Poplar), thicknesses (e.g., 1.5mm, 2.0mm, 3.0mm), and initial moisture content.
The operator simply selects the appropriate recipe, and the machine automatically executes the gentlest and most suitable drying process. This replaces the instability of relying solely on an operator's experience and enables standardized, repeatable high-quality drying.
4. Controlled Drying Speed (Conveyor System)
The conveyor speed is controlled by a Variable Frequency Drive (VFD). For species prone to cracking, the speed can be reduced, prolonging the veneer's residence time in the kiln. This makes the drying process slower and gentler, giving moisture sufficient time to escape steadily.
5. High-Performance Insulated Kiln Body
High-quality insulation ensures extreme stability of the thermal environment inside the kiln, preventing additional stress caused by temperature fluctuations that lead to repeated expansion and contraction of the veneer.
In summary, preventing cracking and warping is not a single feature but the result of a systematic engineering approach:
It uses "precise zonal control" to map the drying roadmap, "uniform circulation" to ensure consistent execution, the key action of "conditioning treatment" to actively release and balance stress, and finally "intelligent recipes" to codify best practices, ensuring every batch of veneer meets high-quality standards.
Apart from the dryer, we can provide all the equipment for the entire plywood production line, including deburring machines, rotary sawing machines, gluing machines, cold pressing machines, hot pressing machines, edge sawing machines, sanding machines, and so on.

debarker

peeling machine

gluer
")
per pressing machine

hot press

sander
We are not only equipment suppliers, but also your reliable business partners. We offer a turnkey solution covering factory planning, equipment installation, commissioning, personnel training and after-sales support. Choosing us means choosing quality, innovation and continuous support.











































")












